
-
首页
首页 -
捷力社区
 重庆捷力轮毂制造有限公司成立于1996年,集研发、生产、销售和自营进出口于一体,为国内领先的专业制造摩托车铝合金轮毂的企业。
重庆捷力轮毂制造有限公司成立于1996年,集研发、生产、销售和自营进出口于一体,为国内领先的专业制造摩托车铝合金轮毂的企业。 -
产品中心
 我们努力为人类生活创造价值,树立负责任、值得信赖的世界一流企业形象
我们努力为人类生活创造价值,树立负责任、值得信赖的世界一流企业形象 -
合作伙伴
 当客户需要的时候,我们将在第一时间出现,并高效快捷地解决客户的问题
当客户需要的时候,我们将在第一时间出现,并高效快捷地解决客户的问题 -
捷力商城
 第127届网上广交会
第127届网上广交会 -
研发&品质
 脚踏实地,精益求精。我们只专注于铝合金轮毂制造。 质量是企业的生命,是自己的自尊; 建设精品是我们永恒的追求
脚踏实地,精益求精。我们只专注于铝合金轮毂制造。 质量是企业的生命,是自己的自尊; 建设精品是我们永恒的追求 -
新闻资讯

-
人资管理
 将公司打造成军队般的执行力、学校般的学习力、家庭般的幸福工作环境!
将公司打造成军队般的执行力、学校般的学习力、家庭般的幸福工作环境! -
联系我们
 塑造强势品牌,提升服务质量,培育和提升客户的满意度和忠诚度。
塑造强势品牌,提升服务质量,培育和提升客户的满意度和忠诚度。 -
EN

人资管理
HEMAN RRSOURCE
一、环形重直升降线机架结构部分
1.机架采用(GB702-98)250*250*5t方通,(GB707-97)10#,12#槽钢,(GB167-98)6.3#、6#角钢组装焊接制造。外部喷涂FRP或PVDF油漆;
2.升降架采用SS41-C型*3折弯组装制造,配制导向支动轮等配件,外部烤漆;
3.升降小车立柱采用SS41-A3-6t板,两端配制与传动链条相符制造件,外部烤漆;
4.升降小车采用SS41-210*110折弯、配制PP型轮、轴、轴承,手臂采用SUS304-80*40*3t方通;
国际机构致力于行业先锋,集成国内外先进设计理念。品质的至高标准即符合您的要求!
|
|
|
|
|
|
|
图A |
图B |
图C |
图D |
图E |





【图A】采用国标250*250*5t方通,落地生成强有力之骨架;
【图B】采用耐强酸强碱PVDF漆,极大延长使用寿命;
【图C】采用日本进口高频热处理加强型链条,节距工差≤0.02mm;
【图D】采用模具化一体注塑成型,进口PE材质,耐高温,耐磨损;
【图E】立柱采用C型结构,构造严谨,提升流畅,维护方便。
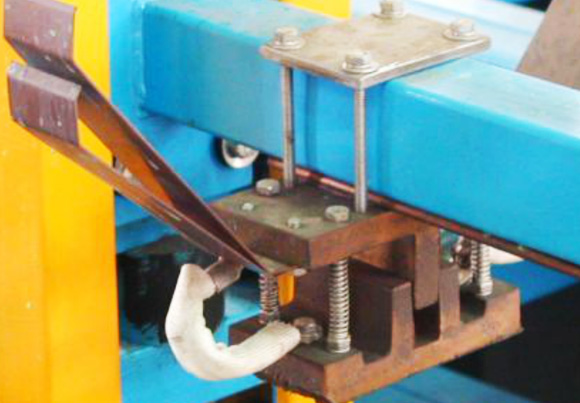
二、传动系统配制结构
1.升降传动匹配
A.升降马达采用卧式10HP附刹车,配制蜗轮(WPEO-200)减速牙箱(日本住友、SEW等级)
B.上下传动链条采用SS41-RC4-25,SS41-RC4-40单排或双排,配有配重升降平稳,越槽反板灵敏。
2.水平横行匹配
A.横行马达采用立式10HP附刹车,配制卧式(WEOA-175)型减速牙箱(日本住友、SEW等级);
B.水平横行链条采用SS41-RF10-200-6t;
C.水平传动链轮采用(GB706-98)45#钢制造,节距200mm齿数16牙,表面热处理加工制造,配制同心轴,TF型轴承。
|
|
|
|
|
|
|
|



三、PLC人机界面控制
1.微电脑控制PLC,FX2N-80MR(日本三菱);
2.人机界面触摸10.4寸彩屏,CT1175-WNBA-C;
3.采用扩展摸块,FX2N-16EX,FX2N-16EYR;
4.上下采用变频式调速,配置15HP变频器(日本三菱);
5.横行采用变频式调速节拍30″-180″可调,配置15HP变频器(日本三菱);
6.机台设有近接开关,TL-N20ME(品牌:欧姆龙);
7.中间继电器,LY2NJ-DC-24V(品牌:欧姆龙);
8.交流接触器,3TB40-22-OXMO(品牌:施耐德);
9.本系统控制整体设备设计越槽、落槽间接监控;
10.控制面板设有手动切换自动、急停等功能;
11.本控制系统设有故障保护,如漏电,缺相,短路,手臂越位等,都会峰鸣或警灯提示。
|
|
|
|
|
|


四、机体上阴极铜排手臂导电装配(含一次导电铜排)
1.所有导电槽体阴极采用80*12T、40*12T红铜排,阳极采用40*6/80*8/80*10/100*10T红铜排;
2.手臂导电铜排4*40;
3.手臂导电采用左右双碳刷型或铸造红铜精加工制造。
|
|
|
|
|
|

五、槽体
适用于所有槽体每个槽体配置PVC标签,说明如下情况:
1.生产线槽体应根据槽内溶液不同选用不同材料制作。本设备槽体采用合资 PP12t-20t,SUS304或316L-2.5-4t板。
2.在槽口及距底部1/3和2/3处均设有加强筋,并对应集中的棱角等处进行折弯处理,对槽体加强作相应防腐处理。既保证强度,又美观耐腐蚀。
3.槽体在焊接时要求焊接牢固可靠、焊缝平整光滑、外观整洁美观.
4.槽体的放液口、排污口均设在槽底部,排污口含集污功能,采用阀门排污方式,便于清洗和排污。
5.对于多级水洗槽要求采用逆流漂洗方式,其水流由本级槽上部翻至下一级槽,且由下部流入下道清洗槽。清洗水流程长,利用率高。
6.生产线槽液面离槽口高度:溶液槽为100-120mm,水槽为80-100mm,既保证工作可进行有效。的清洗,又保证正常生产时,溶液和水不会飞溅到槽外。
7.槽体之间沿生产线方向设有带坡度的遮液挡板,以防止槽液滴入槽体缝隙间,氧化的阳极铜杆上部设有可拆卸的活动遮液板,防止槽液滴在铜杆上造成腐蚀或结晶,该遮液板可取下、方便更换极板。
六、给排水管路
1.管路一律按照管路施工规范布置,进排水管路设置在操作面一侧,管路的设计应便于操作和维护。管路排列整齐、美观,无跑、冒、滴、漏现象,阀门操作灵活。所有的管路用标签标明管路中水的类型(纯水、废水、普通城市水)。
2.所有管道安装高度水平统一,每一根总管设有一总控制阀作为应急控制,总控制操作灵活。
3.供水等主管道置于地面之上操作平台以下,管材选用高强度耐腐蚀PVC管,布置合理,不影响生产和维修通道,并易于操作维护。
4.每槽根据工艺需要分别设有独立的自来水或纯水供水管路。进水管路沿槽壁直插入槽子底部,与溢流口成斜对角线布置,清洗水流程长,利用率高。
5.废水根据性质不同分酸碱废水,含铬废水分管路排放至废水处理站,以利于废水分类处理。
6.所有管路的设计均能避免因负压造成的虹吸现象。
7.自来水,纯水在生产线两端及功能槽边分别安装有备用阀门和软管接头。
七、溶液循环与过滤系统
1.过滤机或循环泵的材质及流量根据工艺需要进行配制,保证满足过滤机的压力要求。溶液的进出口位置能尽量保证整槽溶液形成对流,没有循环死角,确保溶液处理彻底。
2.根据溶液的性质及操作温度条件,选择不同功率,扬程的磁力泵和过滤机,保证溶液循环,过滤效果良好。循环泵,过滤机耐蚀性好,具有防漏,缺相,过流等保护和报警功能,过滤机能方便地进行滤芯清洗或更换。
八、槽液加热、冷却系统
1.生产线加热为蒸气加热方式(电加热或热水加热循环方式),到设定温度后自动对溶液进行保温。
2.温度控制设置手动、自动两种方式。
3.根据槽液性质选用不同材质加热管。当温度高于设定值时,电动阀自动关闭, 并发出报警信号,当温度低于设定值时,电动阀门自动打开。
九、直流电力系统
1.导电电缆、导电极杆、导电铜排具有足够的截面积。
2.铜排尽可能减少连接点,且连接点要求平整规范,并经打磨镗锡或导电膏处理后用不锈钢螺钉紧固。
3.为保证槽中阴阳极棒电流分布均匀且无短路现象,所有阴、阳极座均设有绝缘垫块(绝缘电阻≥1MΩ),杜绝漏电。各镀槽独立供电,分别设置整流器。
十、入水、排水、打气搅拌管道
1.入水分二大类:
a.自来水(市水) b.RO纯水 c.超纯水
主管采用PVC∮1-1/2管,支管PVC∮3/4管,配制管件油任球阀,弯头,三通等接入水洗槽。
2.排水分三大类:
①前处理综合废水 ②酸铜废水 ③碱铜废水 ④焦铜废水 ⑤镍废水 ⑥含氰废水 ⑦含铬废水
主管采用PCV∮2-1/2寸管,支管PVC∮1-1/2管,下接槽体排放口,上接水洗槽体溢流口,配制管件油任球阀,弯头,三通等。
3.打气搅拌管:
主管PVC∮2-1/2寸管、支管PVC∮1寸,PVC∮3/4管,配制管件油任球阀,弯头、三通、直接阀、活接等接入槽内U型气管并固定。
十一、工作走道
材质:SUS304-40*40*2t方通,SUS304-40*40*3t角钢焊接组装制造,上铺防滑形PP耐酸碱格栅板等。
地址:中国·重庆市垫江县工业园区
手机:13271878121 传真:023-68853887
外贸邮箱:export@cqjieli.com 邮箱:jieli@cqjieli.com
友情链接:重庆志成机械有限公司 重庆戴卡捷力轮毂制造有限公司


扫描二维码 关注我们

营业执照

渝公网安备 50023102500248 重庆捷力轮毂制造有限公司 版权所有 备案/许可证编号:渝ICP备19012321号 技术支持:新网 环保信息